
Condensate pump - CONALIFT | ARI
Condensate pump - CONALIFT | ARI
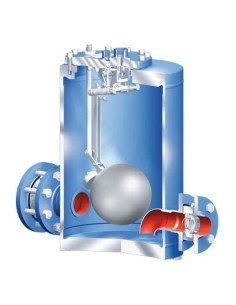
ARI-CONLIFT® Condensate Pump
The ARI-CONLIFT® is a mechanical positive displacement condensate pump, operating via a float mechanism. It requires no electrical power; pumping is achieved using steam, compressed air, or inert gas as the driving medium. It is used for transferring condensate from a lower level or pressure to a return network with higher...








