Mechanical condensate pumps operate with a spring-assisted float mechanism, which means the springs themselves are a major weak point. Armstrong pumping...
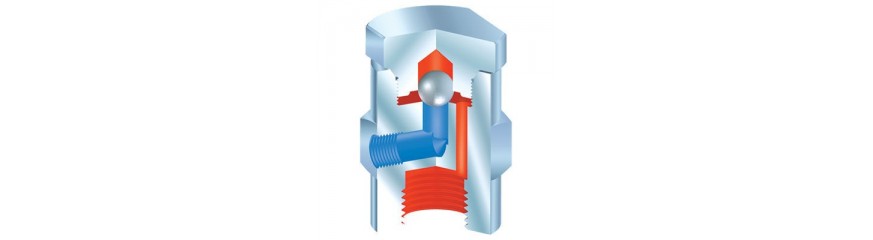
The Armstrong CD trap will be open as long as cold condensate is flowing. When steam or flash steam reaches the inlet orifice, velocity of flow increases,...

















")
